









പൗഡർ ഫീഡിംഗ് നോസൽ
1. ത്രീ-വേ/ഫോർ-വേ കോക്സിയൽ പൗഡർ ഫീഡിംഗ് നോസൽ: പൊടി നേരിട്ട് ത്രീ-വേ/ഫോർ-വേയിൽ നിന്ന് ഔട്ട്പുട്ട് ചെയ്യുന്നു, ഒരു പോയിന്റിൽ സംയോജിപ്പിച്ചിരിക്കുന്നു, കൺവെർജൻസ് പോയിന്റ് ചെറുതാണ്, പൊടി ദിശയെ ഗുരുത്വാകർഷണം ബാധിക്കുന്നില്ല, ദിശാസൂചന നല്ലതാണ്, ത്രിമാന ലേസർ പുനഃസ്ഥാപനത്തിനും 3D പ്രിന്റിംഗിനും അനുയോജ്യമാണ്.
2. ആനുലാർ കോക്സിയൽ പൗഡർ ഫീഡിംഗ് നോസൽ: പൊടി മൂന്നോ നാലോ ചാനലുകൾ വഴി ഇൻപുട്ട് ചെയ്യുന്നു, ആന്തരിക ഹോമോജനൈസേഷൻ ചികിത്സയ്ക്ക് ശേഷം, പൊടി ഒരു വളയത്തിൽ ഔട്ട്പുട്ട് ചെയ്ത് ഒത്തുചേരുന്നു. കൺവെർജൻസ് പോയിന്റ് താരതമ്യേന വലുതാണ്, പക്ഷേ കൂടുതൽ ഏകീകൃതമാണ്, കൂടാതെ വലിയ പാടുകളുള്ള ലേസർ ഉരുകലിന് കൂടുതൽ അനുയോജ്യമാണ്. 30° ഉള്ളിൽ ഒരു ചെരിവ് കോണുള്ള ലേസർ ക്ലാഡിംഗിന് ഇത് അനുയോജ്യമാണ്.
3. സൈഡ് പൗഡർ ഫീഡിംഗ് നോസൽ: ലളിതമായ ഘടന, കുറഞ്ഞ ചെലവ്, സൗകര്യപ്രദമായ ഇൻസ്റ്റാളേഷനും ക്രമീകരണവും; പൊടി ഔട്ട്ലെറ്റുകൾ തമ്മിലുള്ള ദൂരം വളരെ അകലെയാണ്, പൊടിയുടെയും പ്രകാശത്തിന്റെയും നിയന്ത്രണക്ഷമത മികച്ചതാണ്. എന്നിരുന്നാലും, ലേസർ ബീമും പൊടി ഇൻപുട്ടും അസമമാണ്, കൂടാതെ സ്കാനിംഗ് ദിശ പരിമിതമാണ്, അതിനാൽ ഇതിന് ഒരു ദിശയിലും ഒരു ഏകീകൃത ക്ലാഡിംഗ് പാളി സൃഷ്ടിക്കാൻ കഴിയില്ല, അതിനാൽ ഇത് 3D ക്ലാഡിംഗിന് അനുയോജ്യമല്ല.
4. ബാർ ആകൃതിയിലുള്ള പൗഡർ ഫീഡിംഗ് നോസൽ: പൗഡർ ഔട്ട്പുട്ട് മൊഡ്യൂൾ ഉപയോഗിച്ച് ഹോമോജനൈസേഷൻ ചികിത്സയ്ക്ക് ശേഷം, ഇരുവശത്തും പൊടി ഇൻപുട്ട്, ബാർ ആകൃതിയിലുള്ള പൗഡർ ഔട്ട്പുട്ട് ചെയ്ത്, ഒരിടത്ത് ശേഖരിച്ച് 16mm*3mm (ഇഷ്ടാനുസൃതമാക്കാവുന്ന) സ്ട്രിപ്പ് ആകൃതിയിലുള്ള പൗഡർ സ്പോട്ട് രൂപപ്പെടുത്തുന്നു, കൂടാതെ സ്ട്രിപ്പ് ആകൃതിയിലുള്ള പാടുകളുടെ സംയോജനത്തിന് വലിയ ഫോർമാറ്റ് ലേസർ ഉപരിതല അറ്റകുറ്റപ്പണികൾ സാക്ഷാത്കരിക്കാനും കാര്യക്ഷമത വളരെയധികം മെച്ചപ്പെടുത്താനും കഴിയും.
പൊടി ഫീഡർ
ഡബിൾ ബാരൽ പൗഡർ ഫീഡർ പ്രധാന പാരാമീറ്ററുകൾ
പൗഡർ ഫീഡർ മോഡൽ: EMP-PF-2-1
പൗഡർ ഫീഡിംഗ് സിലിണ്ടർ: ഡ്യുവൽ-സിലിണ്ടർ പൗഡർ ഫീഡിംഗ്, പിഎൽസി സ്വതന്ത്രമായി നിയന്ത്രിക്കാവുന്നത്
നിയന്ത്രണ മോഡ്: ഡീബഗ്ഗിംഗ് മോഡിനും പ്രൊഡക്ഷൻ മോഡിനും ഇടയിൽ വേഗത്തിലുള്ള മാറ്റം.
അളവുകൾ: 600mmX500mmX1450mm (നീളം, വീതി, ഉയരം)
വോൾട്ടേജ്: 220VAC, 50HZ;
പവർ: ≤1kw
അയയ്ക്കാവുന്ന പൊടി കണിക വലിപ്പം: 20-200μm
പൗഡർ ഫീഡിംഗ് ഡിസ്ക് വേഗത: 0-20 rpm സ്റ്റെപ്ലെസ് സ്പീഡ് റെഗുലേഷൻ;
പൗഡർ ഫീഡിംഗ് ആവർത്തന കൃത്യത: <±2%;
ആവശ്യമായ വാതക സ്രോതസ്സ്: നൈട്രജൻ/ആർഗൺ
മറ്റുള്ളവ: ആവശ്യകതകൾക്കനുസരിച്ച് പ്രവർത്തന ഇന്റർഫേസ് ഇഷ്ടാനുസൃതമാക്കാവുന്നതാണ്.


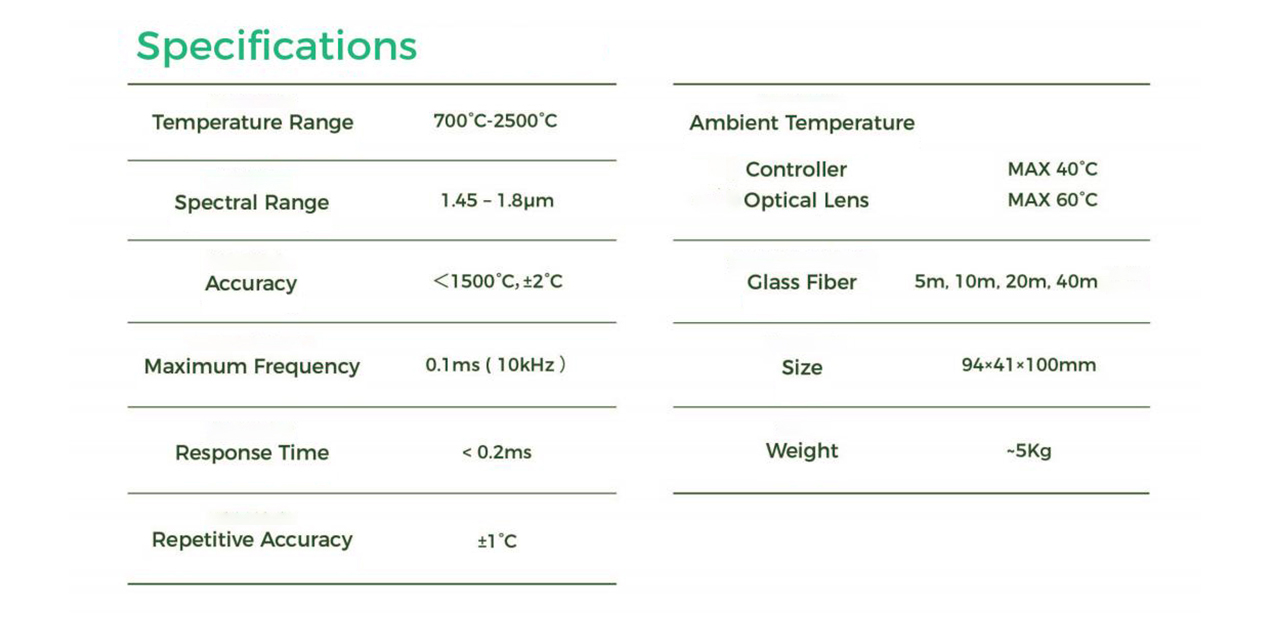
ലേസർ പൈറോമീറ്റർ
ലേസർ ക്വഞ്ചിംഗ്, ക്ലാഡിംഗ്, ഉപരിതല ചികിത്സ എന്നിവ പോലുള്ള ക്ലോസ്ഡ്-ലൂപ്പ് താപനില നിയന്ത്രണത്തിന് അരികുകൾ, പ്രോട്രഷനുകൾ അല്ലെങ്കിൽ ദ്വാരങ്ങൾ എന്നിവയുടെ കാഠിന്യം കൃത്യമായി നിലനിർത്താൻ കഴിയും.
പരീക്ഷണ താപനില പരിധി 700℃ മുതൽ 2500℃ വരെയാണ്.
10kHz വരെ ക്ലോസ്ഡ്-ലൂപ്പ് നിയന്ത്രണം.
ശക്തമായ സോഫ്റ്റ്വെയർ പാക്കേജുകൾ
പ്രക്രിയ സജ്ജീകരണം, ദൃശ്യവൽക്കരണം, കൂടാതെ
ഡാറ്റ സംഭരണം.
ഓട്ടോമേഷൻ ലൈനിനായി 24V ഡിജിറ്റൽ, അനലോഗ് 0-10V l/O ഉള്ള വ്യാവസായിക എൽ/ഒ ടെർമിനലുകൾ
സംയോജനവും ലേസർ കണക്ഷനും.
ലേസർ ക്ലാഡിംഗിന്റെ ഗുണങ്ങൾ


ലേസർ ക്ലാഡിംഗ് ആപ്ലിക്കേഷനുകൾ
●ഓട്ടോമോട്ടീവ് വ്യവസായത്തിൽ, എഞ്ചിൻ വാൽവുകൾ, സിലിണ്ടർ ഗ്രൂവുകൾ, ഗിയറുകൾ, എക്സ്ഹോസ്റ്റ് വാൽവ് സീറ്റുകൾ, ഉയർന്ന വസ്ത്രധാരണ പ്രതിരോധം, താപ പ്രതിരോധം, നാശന പ്രതിരോധം എന്നിവ ആവശ്യമുള്ള ചില ഭാഗങ്ങൾ;
●എയ്റോസ്പേസ് വ്യവസായത്തിൽ, ടൈറ്റാനിയം അലോയ്കളുടെ പ്രശ്നം പരിഹരിക്കുന്നതിനായി ചില അലോയ് പൗഡറുകൾ ടൈറ്റാനിയം അലോയ്കളുടെ ഉപരിതലത്തിൽ പൊതിയുന്നു. വലിയ ഘർഷണ ഗുണകത്തിന്റെയും മോശം വസ്ത്രധാരണ പ്രതിരോധത്തിന്റെയും പോരായ്മകൾ;
● പൂപ്പൽ വ്യവസായത്തിലെ പൂപ്പലിന്റെ ഉപരിതലം ലേസർ ക്ലാഡിംഗ് ഉപയോഗിച്ച് ചികിത്സിച്ച ശേഷം, അതിന്റെ ഉപരിതല കാഠിന്യം, വസ്ത്രധാരണ പ്രതിരോധം, ഉയർന്ന താപനില പ്രതിരോധം എന്നിവ ഗണ്യമായി മെച്ചപ്പെടുന്നു;
●സ്റ്റീൽ വ്യവസായത്തിൽ റോളുകൾക്ക് ലേസർ ക്ലാഡിംഗ് ഉപയോഗിക്കുന്നത് വളരെ സാധാരണമായിരിക്കുന്നു.
പാരാമീറ്റർ
ലേസർ ക്ലാഡിംഗിന്റെ പ്രവർത്തന തത്വം
അടിവസ്ത്രത്തിന്റെ ഉപരിതലത്തിൽ ക്ലാഡിംഗ് വസ്തുക്കൾ ചേർത്ത്, ഉയർന്ന ഊർജ്ജ സാന്ദ്രതയുള്ള ലേസർ ബീം ഉപയോഗിച്ച് അടിവസ്ത്രത്തിന്റെ ഉപരിതലത്തിലെ നേർത്ത പാളിയുമായി സംയോജിപ്പിക്കുന്നതിലൂടെ, അടിവസ്ത്രത്തിന്റെ ഉപരിതലത്തിൽ ഒരു ലോഹബന്ധിതമായി ബന്ധിപ്പിച്ച ക്ലാഡിംഗ് പാളി രൂപം കൊള്ളുന്നു.
നമ്മൾ അറിയേണ്ടതുണ്ട്
ലേസർ ക്ലാഡിംഗ് നിങ്ങൾക്ക് അനുയോജ്യമാണോ എന്ന് അറിയണമെങ്കിൽ, നിങ്ങൾ ഇനിപ്പറയുന്ന കാര്യങ്ങൾ പറയേണ്ടതുണ്ട്:
1. നിങ്ങളുടെ ഉൽപ്പന്നം ഏത് മെറ്റീരിയലാണ്, ഏത് മെറ്റീരിയലിനാണ് ക്ലാഡിംഗ് വേണ്ടത്;
2. ഉൽപ്പന്നത്തിന്റെ ആകൃതിയും വലുപ്പവും, ഫോട്ടോകൾ നൽകുന്നതാണ് നല്ലത്;
3. നിങ്ങളുടെ നിർദ്ദിഷ്ട പ്രോസസ്സിംഗ് ആവശ്യകതകൾ: പ്രോസസ്സിംഗ് സ്ഥാനം, വീതി, കനം, പ്രോസസ്സിംഗിന് ശേഷമുള്ള ഉൽപ്പന്ന പ്രകടനം;
4. പ്രോസസ്സിംഗ് കാര്യക്ഷമത ആവശ്യമാണ്;
5. ചെലവ് ആവശ്യകത എന്താണ്?
6. ലേസറിന്റെ തരം (ഒപ്റ്റിക്കൽ ഫൈബർ അല്ലെങ്കിൽ സെമികണ്ടക്ടർ), എത്ര പവർ, ആവശ്യമുള്ള ഫോക്കസ് വലുപ്പം; അത് ഒരു പിന്തുണയ്ക്കുന്ന റോബോട്ടാണോ അതോ ഒരു മെഷീൻ ടൂളാണോ എന്നത് പരിഗണിക്കാതെ തന്നെ;
7. ലേസർ ക്ലാഡിംഗ് പ്രക്രിയയെക്കുറിച്ച് നിങ്ങൾക്ക് പരിചയമുണ്ടോ, നിങ്ങൾക്ക് സാങ്കേതിക പിന്തുണ ആവശ്യമുണ്ടോ;
8. ലേസർ ക്ലാഡിംഗ് ഹെഡിന്റെ ഭാരത്തിന് എന്തെങ്കിലും കൃത്യമായ ആവശ്യകതയുണ്ടോ (പ്രത്യേകിച്ച് റോബോട്ടിനെ പിന്തുണയ്ക്കുമ്പോൾ റോബോട്ടിന്റെ ലോഡ് പരിഗണിക്കണം);
9. ഡെലിവറി സമയ ആവശ്യകത എന്താണ്?
10. നിങ്ങൾക്ക് പ്രൂഫിംഗ് ആവശ്യമുണ്ടോ (സപ്പോർട്ട് പ്രൂഫിംഗ്)







